









 生成海报
生成海报








| 级别 | 特级 |
|---|---|
| 形态 | 颗粒 |
| 成型温度 | 200-240℃ |
| 热变形温度 | 70-107℃ |
| 比重 | 1.05克/立方厘米 |
| 颜色 | 黑色 |
产品介绍

产品信息
| 【名称】: | ABS黑色再生料 |
| 【产 地】: | 自产 |
| 【特性】: | 韧度好/冲强高/环保/不超重/无沙眼 |
| 【级别】: | 注塑级 |
| 【重量】: | 25kg |
| 【包装】: | 独立包装 |
| 【颜色】: | 黑色 |
| 【产品描述】: | 普通环保,冲击强度高(20个点),满足大多数注塑产品的冲强要求。 |
粒子图片
ABS黑色再生料
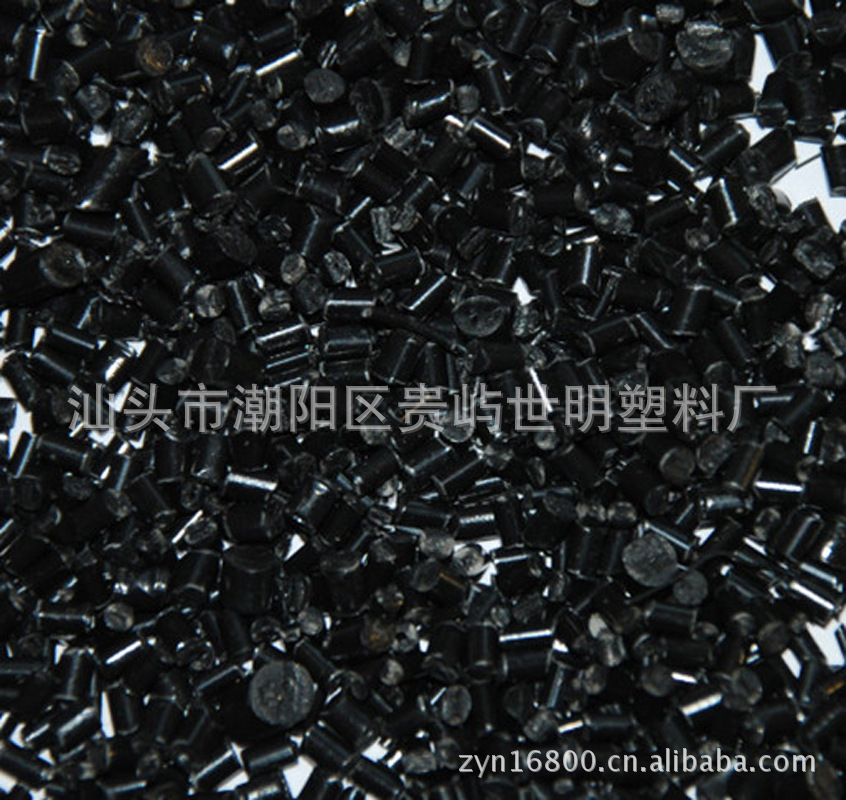
ABS黑色再生料

注塑设备

缺口冲击检测设备
成型注意事项ABS树脂是无定形非晶体性聚合物,具有PS那样优良的成型加工性能
ABS树脂具有良好的加工性能,可采用注塑,挤塑,压延,吹塑,发泡和真空成型的一般的工艺加工,还可用冷成型法加工
一般常用注塑成型工艺条件:依照流动性选定适当的浇道及浇口(一般为2.8mm-3.0mm)
对应浇口位置选择适当融合状态(一般为模具浇口3.5mm-4.0mm)
由于高压成形,退缩倾斜须在20以上
成形收缩率须在0.5%左右
常用于镀金品,其注意事项如下:1.料管温度宜高,约210-230度2.射出温度宜慢(用二次加压法)射出压力宜低,否则合压力集中,3.不可用离模剂4.以背压控制收缩下陷及熔接线之流痕(匀成品表面不可有创痕)
0螺杆式套筒加热温度180-240度,射出压力700-1200kg/cm2,水分控制在0.3%以下才可成型,料管温度**段为200-250度,第二段为190-240度,第三段为181-240度,第四段为160-200度,模具温度为40-85度,螺杆转速为40-100rpm,保压为20-50kg/cm2,背压为0-200kg/cm2,
柱塞式套筒温度:喷嘴200-260度,**段200-260度,第二段200-240度,第三段181-230度,模具50-80度,射出压力1000-2000kg/cm2

ABS塑胶制品

ABS塑胶制品
库存图片
仓库一角

仓库一角
企业证书

售后说明
1、物流运费说明
店铺报价不含运费,运费由买家承担,拍下付款后,买家可自行安排自己熟悉的物流上门提货,也可由卖家安排物流,运费提付(货送到后运费直接付给物流即可)。根据到货地址远近,及数量的多少,则运费不同。要货数量越多,运费越便宜。
2、在线下单
因塑胶行情价格波动较大,请用旺旺客服或电话直接询价确认后再拍。
3、在线支付
因塑胶行情价格波动较大,请拍下后当天内付款,不然不得不关闭交易喽~请体谅~
4、退换货政策
到货后请买家仔细确认货物完好后再签收,否则如无质量问题,不退不换哦~
5**制度说明
本店既可以线下交易也可线上支付交易,已设置默认绑定的是公司账户支付宝,也可换绑私人卡支付宝,请拍前联系旺旺确认账户后再拍,谢谢啦~



清仓高抗耐冲性PS再生料")






